
Sens-Tech’s long-term manufacturing partner, a Swedish industrial OEM employed Sens-Tech LINX line scan X-ray detector cameras in their XRT detection equipment it supplies to paper mills around the world. X-ray scanners are an essential component of the paper manufacturing process, enabling the automatic detection of contaminants and foreign materials amongst wood chip and pulp passing through a fast-moving conveyor system.
Owing to the harsh environment of paper mills, they housed the Sens-Tech LINX modules in a special custom-built enclosure – a design which was perfectly fit for purpose, until a new production line design presented a problem.
Our client reasoned that no company knew the X-ray detection cameras it had been using like Sens-Tech itself, thus in December 2022 it approached Sens-Tech with a number of questions. Could the normally flat LINX line scan cameras be made curved to match the new conveyor design? Could the components of the LINX module be presented to the X-ray source at 90 degrees to create consistent signal attenuation? Could the detector be temperature controlled and environment proofed? And, most pressingly, could Sens-Tech help design and manufacture the new detector within a year?
Sens-Tech’s answer to all of these questions was an emphatic yes. Our customer had already attracted multiple orders for its new hardware, so its deadline was strict: the two companies immediately began an accelerated R&D project to jointly draft, design and subsequently implement this vital new detector array into the OEM product.

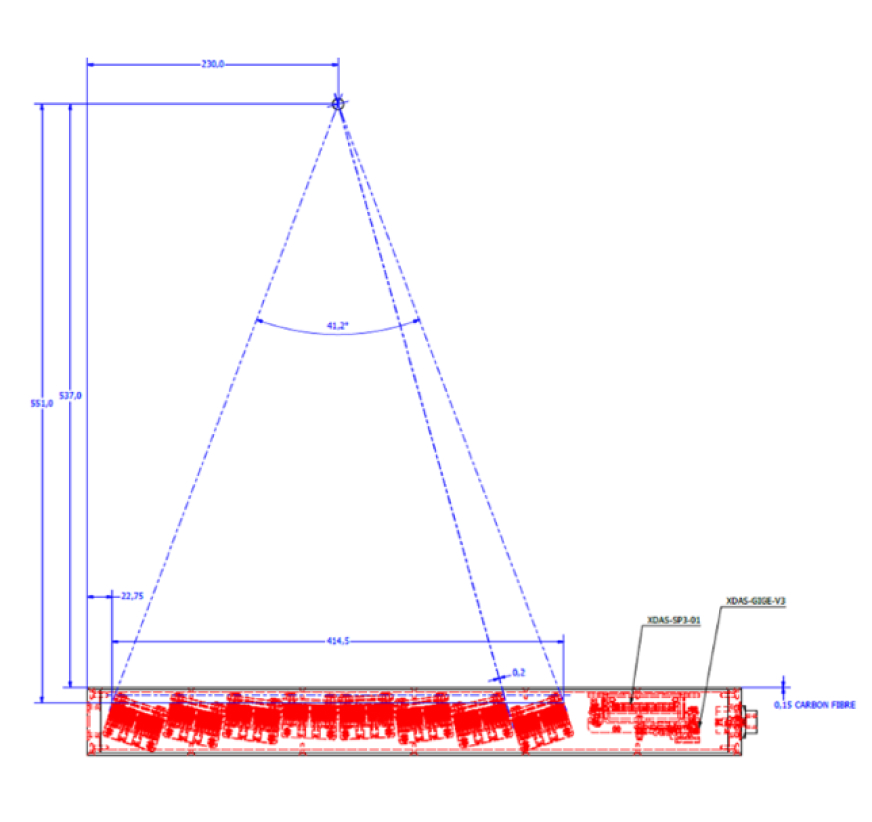
Figure: Flat linear detector/ boards at 90Deg and U shaped detector set up
Sens-Tech welcomed the opportunity to meet its customer’s unique needs and, in the process, spearhead new advancements in X-ray detection technology. Working together to refine the preliminary sketches into a workable design, the two companies finalised a specification document in April 2023, leaving just 16 weeks for final product design and 16 weeks for production and delivery.
It was decided that the companies would split certain design and manufacturing requirements between them. Our client would deal with the complexities of integration in its Swedish manufacturing plant, including ensuring the implementation of radiological design, shielding, and the provision of air and water for cooling. Sens-Tech would produce the detection hardware itself, manufacturing two units from its UK base. This hardware would be designed around a modular detection system comprising 38 precisely aligned dual-energy detector heads based on XDAS technology, along with three GIGE interface boards, and other gauging detection hardware to ensure the unit’s adherence to operating parameters.
Along with the above questions, the mechanical requirement was sketched out by their designers and was shared with Sens-Tech as a starting point. The sketch was not exact but helped to trigger discussion as well as out of the box thinking.
The following initial drawings and specifications of previously designed and installed ‘curved’ detectors were sent through and a technical mechanical design meeting was scheduled in the diary for January.
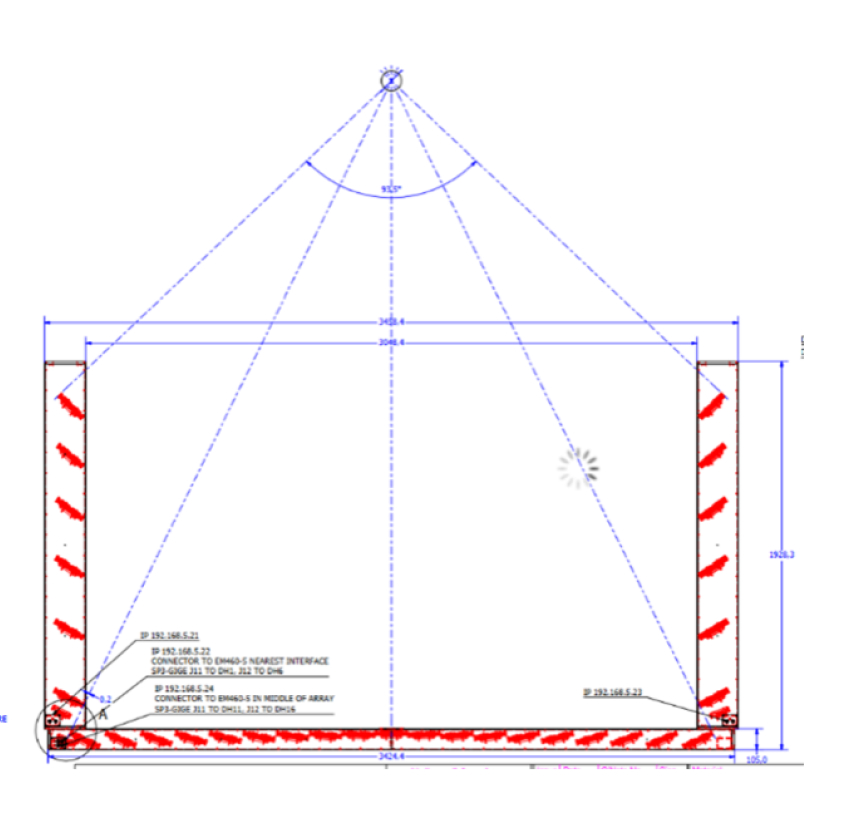
Figure: Flat linear detector/ boards at 90Deg and U shaped detector set up
R&D can be a difficult process to navigate – and sometimes the best option is to change course. Although a preliminary design had been settled on, the realities of the post-specification design phase revealed to Sens-Tech’s engineers that a change was required. To properly serve their needs, the final product would need to go beyond the project’s original plan.
The company’s initial agreement with our client centred around a design which employed one horizonal base detector and two parallelogram vertical detectors, mechanically connected to cover the edges of the curved conveyor. To fully meet the demands of the environment, it became clear that the detector would be better housed in a single enclosed unit, curved to match the dimensions of the conveyor housing.
Sens-Tech’s engineers were fully committed to the project, and the team was offered the executive oversight which enabled it to react to the need for a scope change. Sens-Tech opted to use its agility to pivot and create a product which indeed went beyond the original spec. Not only did the redesigned detector better meet the needs of our client and its customers, it added additional benefits to the product: this integrated unit would be easier to install or replace, easier to align, and aid in routing water cooling channels and airflow for heat sinks and electrical Peltier coolers.
Two detectors were required, the first one was to inspect a ~2.4m tunnel of wood chip and the second detector was to inspect a ~3.0m tunnel of wood chip. The large active detection width with large X-ray signal attenuation at edge detectors meant that each 1.6mm dual energy Gadox/CsI 102.4mm detector headboard need to be presented perpendicular to the source at 90 degrees. The previous solution was to install a flat detector across the base of conveyor so the distance between the source and the detector increases as the beam moves out to the edges of the conveyor.
In addition to the above requirements the detector also needed to be IP rated up to IP67 standard and be temperature controlled.
Figure: Original Design
Figure: Original Design
A specification document was confirmed in April 2023 and 16 weeks design / 16 weeks build time was allocated with a December shipment confirmed
The biggest hurdle for any R&D project is the potential to become mired in development iterations. To ensure success, both companies maintained clear and regular communication and kept robust, detailed specification documentation throughout the process, adhering to a strict commitment to completing the project on time.
Agility proved the key to meeting that deadline. Sens-Tech engineers were offered the space to think, the breathing room to create, and had the hardware ready to get the job done. Basing the project around its tried-and-tested XDAS platform meant working with detection technology which has proven its worth time and time again in critical infrastructure. XDAS was also a familiar technology: it powers the X-ray detecting capabilities of the LINX modules previously used. Crucially, it was ready to deploy—Sens-Tech always keeps stock on hand to ensure it can react to manufacturing challenges without long lead times.
The first of two scanner modules was shipped to our client in December 2023, just a year after talks began; the second, manufactured while the first was being installed and tested, was shipped shortly after.
To discuss your project, contact:
Paul Hurtado, Head of Sales and Marketing at Sens-Tech.
Whether you are looking for advice on the best product for your application, need to know more about our latest technology breakthroughs, or simply have a question, we'd love to hear from you.
Request a call back from the Sens-Tech team
Please supply your requirements below...